






















Lý do thất bại của bộ cấy ghép titan: Quan điểm dựa trên vật liệu dành cho nhà sản xuất và nhà phân phối
Giới thiệu
Titan từ lâu đã được coi là tiêu chuẩn vàng cho cấy ghép y tế và nha khoa. Khả năng tương thích sinh học tuyệt vời, khả năng chống ăn mòn và độ bền cơ học khiến nó trở thành lựa chọn ưu tiên trong các ứng dụng chỉnh hình và nha khoa. Tuy nhiên, bất chấp danh tiếng mạnh mẽ, cấy ghép titan không tránh khỏi thất bại.
Đối với các nhà sản xuất, nhà phân phối và chuyên gia thu mua, việc hiểu lý do tại sao cấy ghép titan thất bại không chỉ là mối quan tâm về mặt kỹ thuật mà còn là vấn đề chiến lược. Cơ chế sai sót ảnh hưởng đến thiết kế sản phẩm, lựa chọn nguyên liệu, đánh giá nhà cung cấp và cuối cùng là uy tín thương hiệu trong một thị trường được quản lý chặt chẽ.
Bài viết này đưa ra cái nhìn đầu tiên về vật liệu, ở cấp độ kỹ thuật về sự cố của bộ cấy titan. Thay vì lặp lại những lời giải thích chung ở cấp độ bề mặt, chúng tôi sẽ chia nhỏ mối tương tác giữa luyện kim, kỹ thuật bề mặt và điều kiện lâm sàng , cung cấp những hiểu biết sâu sắc có thể hành động trực tiếp cho các bên liên quan B2B.

'Thất bại cấy ghép titan' thực sự có ý nghĩa gì?
Trước khi phân tích nguyên nhân, điều quan trọng là phải xác định chính xác thất bại.
Thất bại của cấy ghép titan có thể được phân loại thành:
Hư hỏng cơ học – gãy, biến dạng hoặc mỏi
Thất bại sinh học – thiếu sự tích hợp xương hoặc mất xương
Thất bại về mặt hóa học - ăn mòn, giải phóng ion hoặc suy thoái bề mặt
Thất bại về chức năng – implant vẫn nguyên vẹn nhưng thất bại về mặt lâm sàng
Hầu hết các thất bại không phải do một yếu tố duy nhất gây ra. Thay vào đó, chúng là kết quả của sự tương tác đa yếu tố giữa đặc tính vật liệu, chất lượng sản xuất và môi trường lâm sàng.
1. Thành phần vật liệu và khuyết tật luyện kim
Rủi ro tiềm ẩn trong 'Titan'
Không phải tất cả titan đều như nhau. Titan nguyên chất thương mại (CP Ti) và hợp kim titan như Ti-6Al-4V khác nhau đáng kể ở:
Cấu trúc hạt
Hàm lượng oxy
Chống mỏi
mô đun đàn hồi
Ngay cả trong cùng một loại, sự không nhất quán trong nấu chảy, rèn hoặc xử lý nhiệt có thể gây ra:
Bao gồm
khoảng trống vi mô
Khu vực cách ly
Những khiếm khuyết vi mô này thường trở thành vị trí bắt đầu vết nứt, đặc biệt là dưới tác dụng của tải trọng chu kỳ.
Tại sao nó quan trọng đối với người mua B2B
Tìm nguồn cung ứng chi phí thấp thường ưu tiên giá cả hơn tính nhất quán của ngành luyện kim. Tuy nhiên, độ tinh khiết của vật liệu và khả năng truy xuất nguồn gốc là rất quan trọng đối với độ tin cậy lâu dài của bộ cấy ghép.
Các nhà cung cấp chất lượng cao thường thực hiện:
Nóng chảy chân không (VAR hoặc EBM)
Kiểm soát thành phần nghiêm ngặt
Kiểm tra siêu âm cho các khuyết tật bên trong
Đây là nơi các nhà sản xuất vật liệu có kinh nghiệm—chẳng hạn như những nhà sản xuất chuyên về titan cấp y tế như 舜鑫—có xu hướng tạo ra sự khác biệt, không phải bằng các tuyên bố tiếp thị mà bằng sự ổn định của quy trình và tính minh bạch của tài liệu.
2. Các vấn đề về tính toàn vẹn và xử lý bề mặt
Bề mặt: Giao diện thực với sinh học
Mặc dù đặc tính vật liệu khối là quan trọng nhưng sự thành công của bộ cấy ghép bị ảnh hưởng nặng nề bởi các đặc điểm bề mặt, bao gồm:
Độ nhám (giá trị Ra)
Độ dày lớp oxit
Năng lượng bề mặt
Sự hiện diện của chất gây ô nhiễm
Xử lý bề mặt không đúng cách có thể dẫn đến:
Tích hợp xương kém
Tăng độ bám dính của vi khuẩn
Ăn mòn tăng tốc
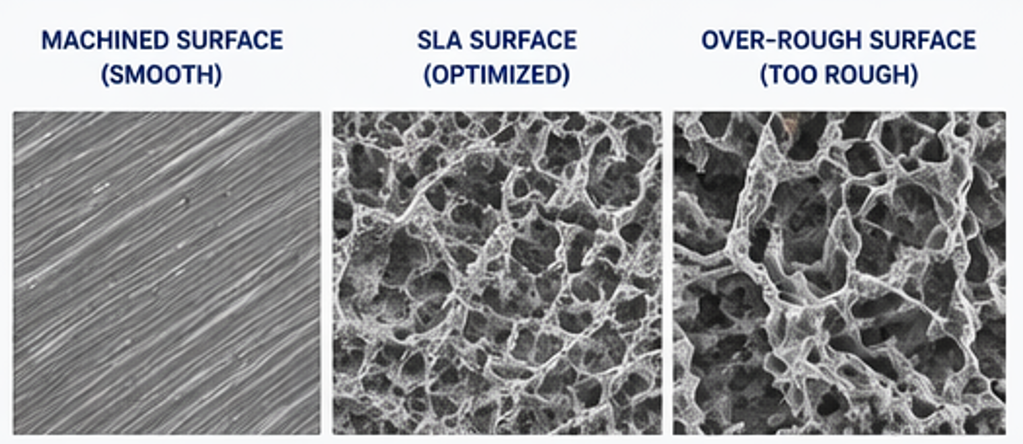
Các lỗi thường gặp liên quan đến bề mặt
Bề mặt quá nhẵn → neo xương không đủ
Bề mặt quá nhám → nguy cơ xâm nhập của vi khuẩn
Phương tiện nổ còn sót lại → phản ứng viêm
Lớp oxit không ổn định → giải phóng ion
Cái nhìn sâu sắc về sản xuất
Xử lý bề mặt như:
Phun cát + khắc axit (SLA)
Anod hóa
phun plasma
phải được kiểm soát chặt chẽ. Ngay cả những sai lệch nhỏ về nồng độ axit hoặc áp suất nổ cũng có thể làm thay đổi kết quả lâm sàng.
Đối tác vật liệu đáng tin cậy không chỉ cung cấp titan—họ còn đảm bảo khả năng tương thích bề mặt với quá trình xử lý tiếp theo.
3. Ăn mòn và suy thoái điện hóa
Titan có khả năng chống ăn mòn nhưng không chống ăn mòn
Titan tự nhiên tạo thành một lớp oxit thụ động (TiO₂), giúp bảo vệ nó khỏi bị ăn mòn. Tuy nhiên, trong những điều kiện nhất định, lớp này có thể bị phá vỡ.
Cơ chế ăn mòn chính:
Ăn mòn kẽ hở (giao diện cấy ghép chặt chẽ)
Ăn mòn điện (kim loại hỗn hợp)
Ăn mòn đáng lo ngại (các chuyển động vi mô dưới tải)
Thử thách môi trường răng miệng
Trong các ứng dụng nha khoa, mặt cấy ghép:
Nước bọt có pH dao động
Màng sinh học vi khuẩn
Thay đổi nhiệt độ
Chu kỳ tải cơ học
Những yếu tố này có thể làm mất ổn định lớp oxit, dẫn đến:
Giải phóng ion titan
Viêm
Tái hấp thu xương
Bài học chiến lược
Khả năng chống ăn mòn không chỉ phụ thuộc vào loại titan mà còn phụ thuộc vào:
Chất lượng hoàn thiện bề mặt
Tính đồng nhất của cấu trúc vi mô
Không có chất gây ô nhiễm
Tính nhất quán về nguyên liệu từ các nhà cung cấp đầu nguồn đóng vai trò quyết định ở đây.
4. Quá tải cơ học và hư hỏng do mỏi
Căng thẳng theo chu kỳ: Kẻ giết người thầm lặng
Bộ cấy hiếm khi bị hỏng chỉ vì một sự kiện quá tải. Thay vào đó, họ thất bại do mệt mỏi – căng thẳng lặp đi lặp lại theo thời gian.
Các yếu tố góp phần gây ra hư hỏng do mỏi bao gồm:
Thiết kế cấy ghép kém
Tải sai
Đường kính hoặc độ dày không đủ
Khuyết tật vật liệu
Các vết nứt vi mô và sự lan truyền
Ngay cả hợp kim titan có độ bền cao cũng có thể phát triển các vết nứt nhỏ. Sau khi bắt đầu, các vết nứt này lan truyền dưới tải trọng theo chu kỳ cho đến khi xảy ra sự cố nghiêm trọng.
Thiết kế và Trách nhiệm vật chất
Thường có quan niệm sai lầm rằng thất bại của bộ cấy ghép hoàn toàn là vấn đề về thiết kế. Trong thực tế:
Thiết kế xác định sự phân bổ ứng suất
Chất lượng vật liệu quyết định khả năng chống nứt
Một sự thay đổi nhỏ về kích thước hạt hoặc hàm lượng tạp chất có thể làm giảm đáng kể tuổi thọ mỏi.
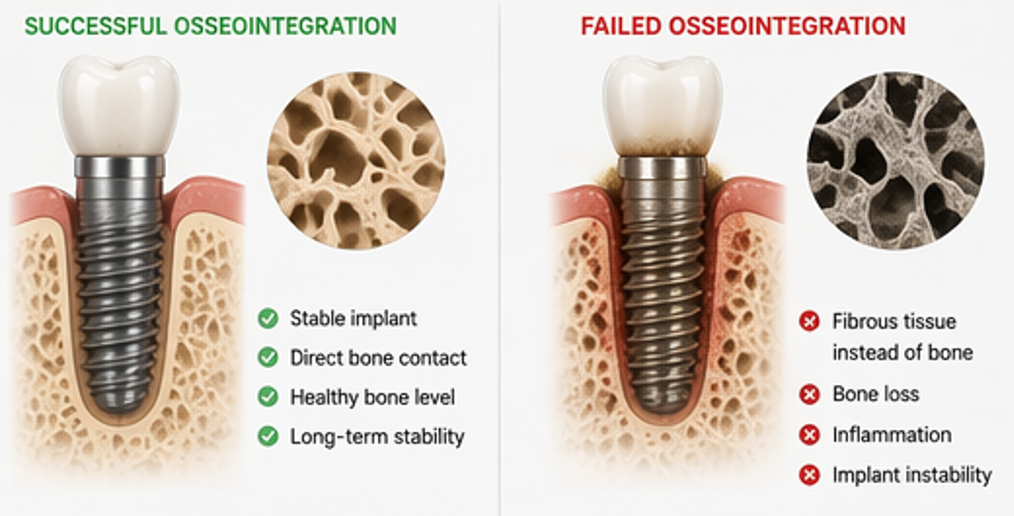
5. Thất bại trong việc tích hợp xương
Khi sinh học từ chối kỹ thuật
Tích hợp xương là quá trình xương liên kết với bề mặt cấy ghép. Sự cố có thể xảy ra do:
Tính chất bề mặt kém
Micromotion trong quá trình chữa bệnh
Sự nhiễm trùng
Các yếu tố liên quan đến bệnh nhân (ví dụ, hút thuốc, tiểu đường)
Liên kết vật chất
Hóa học bề mặt và địa hình ảnh hưởng trực tiếp:
Độ bám dính tế bào
Hấp thụ protein
Phát triển xương
Các tạp chất hoặc lớp oxit không ổn định có thể làm gián đoạn quá trình này.
Quan điểm B2B
Các thương hiệu cấy ghép thường tập trung vào thiết kế vĩ mô, nhưng chất lượng nguyên liệu thô và độ sẵn sàng của bề mặt đều quan trọng không kém.
Chất nền titan nhất quán mang lại kết quả sửa đổi bề mặt dễ dự đoán hơn.
6. Những thiếu sót trong sản xuất và kiểm soát chất lượng
Nguyên nhân gốc rễ bị bỏ qua
Nhiều thất bại của bộ phận cấy ghép không phải do thiết kế hay lựa chọn vật liệu mà là do sự không nhất quán trong quá trình sản xuất, chẳng hạn như:
Độ chính xác gia công kém
Ứng suất dư
Ô nhiễm trong quá trình xử lý
Làm sạch hoặc khử trùng không đầy đủ
Truy xuất nguồn gốc là chìa khóa
Đối với người mua B2B, nhà cung cấp nên cung cấp:
Truy xuất nguồn gốc lô nhiệt
Báo cáo thử nghiệm cơ khí
Giấy chứng nhận thành phần hóa học
Dữ liệu kiểm tra bề mặt
Nếu không có những thứ này, ngay cả titan cao cấp cũng có thể trở thành gánh nặng.
7. So sánh: Nguồn cung cấp Titan chất lượng cao và nguồn cung cấp Titan chất lượng thấp
Nhân tố | Titan chất lượng cao | Titan chất lượng thấp |
|---|---|---|
độ tinh khiết | Kiểm soát chặt chẽ | Biến |
Cấu trúc vi mô | Đồng phục | Không nhất quán |
Tỷ lệ lỗi | Tối thiểu | Rủi ro hòa nhập cao hơn |
Khả năng tương thích bề mặt | Có thể dự đoán được | Không ổn định |
Chống mỏi | Cao | Giảm |
Tài liệu | Truy xuất nguồn gốc hoàn chỉnh | Giới hạn |
Sự khác biệt thường chỉ hiện rõ sau khi cấy ghép, khiến việc lựa chọn nhà cung cấp trở thành một quyết định quan trọng.
8. Nhà cung cấp vật liệu ảnh hưởng đến sự thành công của bộ cấy ghép như thế nào
Trong khi các thương hiệu cấy ghép nhận được phần lớn sự chú ý thì các nhà sản xuất vật liệu lại âm thầm xác định:
Hiệu suất cơ bản cơ khí
Hiệu quả xử lý bề mặt
Hành vi ăn mòn lâu dài
Một nhà cung cấp có năng lực sẽ cung cấp:
Chất lượng thanh/đĩa titan ổn định
Tính chất luyện kim nhất quán
Khả năng tương thích với gia công chính xác
Trong thực tế, các nhà sản xuất làm việc với các nhà sản xuất titan có kinh nghiệm—chẳng hạn như SUNXIN —thường báo cáo tính nhất quán cao hơn trong các quy trình tiếp theo, ngay cả khi sử dụng cùng một thiết kế bộ cấy.
Đây không phải là về xây dựng thương hiệu mà là về kiểm soát quy trình và khả năng lặp lại.
9.❓️Phần Câu hỏi thường gặp
1. Thất bại khi cấy ghép implant titan có phổ biến không?
Không, cấy ghép titan có tỷ lệ thành công cao (thường trên 90–95%). Tuy nhiên, vẫn có những sai sót xảy ra, đặc biệt là khi chất lượng vật liệu hoặc sản xuất không nhất quán.
2. Nguyên nhân thất bại phổ biến nhất là gì?
Không có nguyên nhân duy nhất, nhưng sự tích hợp xương kém và mệt mỏi cơ học là những nguyên nhân thường gặp nhất.
3. Titan có bị ăn mòn bên trong cơ thể không?
Titan có khả năng chống ăn mòn cao, nhưng trong một số điều kiện nhất định—chẳng hạn như độ pH thấp hoặc mài mòn cơ học—nó có thể bị ăn mòn cục bộ.
4. Hợp kim titan có tốt hơn titan nguyên chất không?
Nó phụ thuộc vào ứng dụng. Các hợp kim như Ti-6Al-4V có độ bền cao hơn, trong khi CP titan mang lại khả năng tương thích sinh học tốt hơn. Sự lựa chọn phải cân bằng các yêu cầu cơ học và sinh học.
5. Làm thế nào người mua có thể giảm nguy cơ thất bại trong việc cấy ghép?
Nguồn từ các nhà cung cấp vật liệu đáng tin cậy
Xác minh chứng nhận và truy xuất nguồn gốc
Đảm bảo tính tương thích với quy trình sản xuất
Tránh ưu tiên chi phí hơn tính nhất quán
10.Kết luận
Thất bại trong cấy ghép titan hiếm khi do một yếu tố duy nhất gây ra. Nó là kết quả của sự tương tác phức tạp giữa:
Thành phần vật liệu
Kỹ thuật bề mặt
Ứng suất cơ học
Môi trường sinh học
Chất lượng sản xuất
Đối với các bên liên quan B2B, thông tin chi tiết quan trọng rất rõ ràng:
Độ tin cậy của bộ cấy bắt đầu từ lâu trước khi bộ cấy được sản xuất—nó bắt đầu từ nguyên liệu thô.
Việc lựa chọn nhà cung cấp titan phù hợp không chỉ là một quyết định mua sắm. Đó là một chiến lược quản lý rủi ro tác động trực tiếp đến hiệu suất sản phẩm, sự tuân thủ quy định và danh tiếng thương hiệu.



